
液位检测仪是我公司自主研发生产的物位检测仪器,达到国内外先进水平。它利用低能量光子源,通过被测物料与光子相互作用,使射线强度随物料位置变化,从而控制灌装液体物料的容量。由于其非接触式测量方式,从根本上解决了传统称重方法难以测量灌装生产线中液体容量的难题。因此,它广泛应用于食品、制药、化工等行业(瓶装或罐装)液体物料灌装生产线的在线自动控制。
设计基础
在饮料包装过程中,由于生产设备的稳定性、操作人员的技术水平等因素,生产线上每个包装工序都可能存在不同的包装质量缺陷。这些缺陷会导致各种不良品的产生,影响产品质量。具体问题包括:
| 序列号 | 质量缺陷 | 风险 | 描述 |
| 1 | 液位高 | 影响产品质量,消费者投诉 | 灌装机问题 |
| 2 | 液位低 |
目前,大多数生产企业采用人工检验或称重的方式控制上述风险,但人工检验或称重存在较大的局限性,具体如下:
| 序列号 | 限制 | 描述 |
| 1 | 容易疲劳,导致准确性不稳定 | 受生产线速度影响很大 |
| 2 | 人工检测准确率低,不确定性大 | |
| 3 | 劳动力成本逐渐增加 | |
| 4 | 称重不准确 |
由此可见,对于生产线上的各类质量缺陷,采用传统的人工检测或称重方式无法达到理想的检测效果,也无法有效控制生产风险。
解决方案
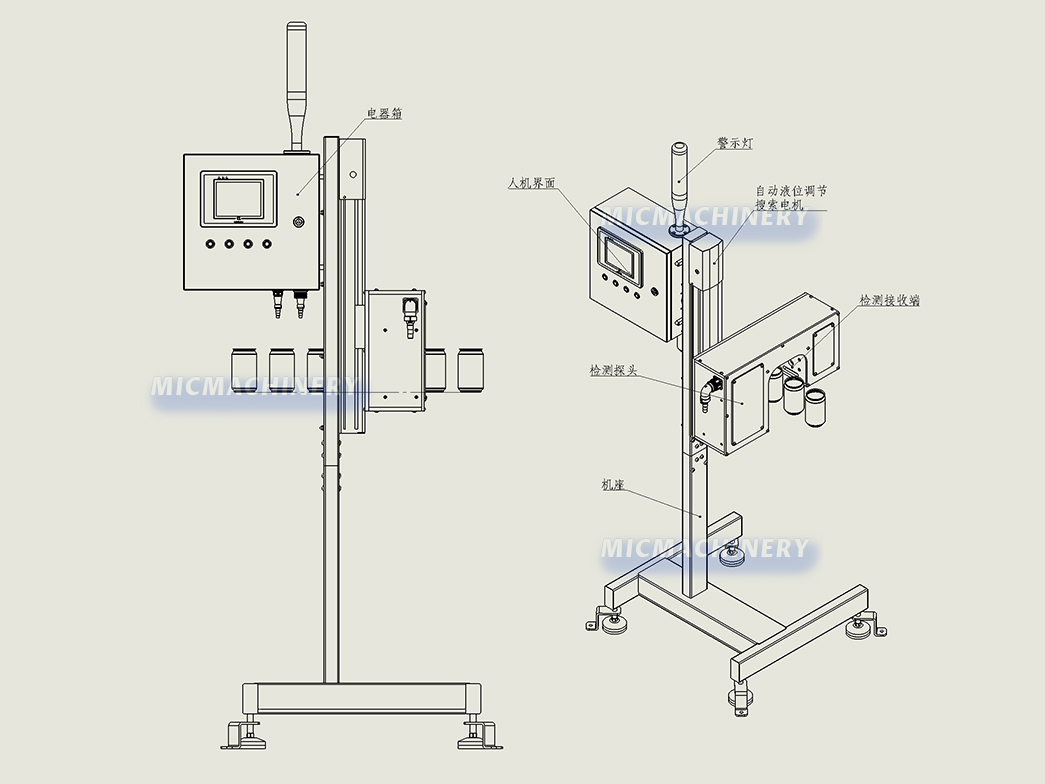
解决方案:根据罐装饮料生产工艺,在生产线适当位置安装自动检测设备,实现对每件产品的自动在线检测,并自动剔除不良品。安装的设备如下:
| 序列号 | 安装位置 | 安装设备 |
| 1 | 灌装、封口后 | 辐射液位探测器 |
通过安装自动化检测设备,实现包装各环节的质量管控,实时剔除缺陷产品。一旦出现生产故障,完善的报警系统可及时通知现场人员处理,确保生产效率。
安装在线检测器的优势
| 序列号 | 优势 | 描述 |
| 1 | 高速、高效 | 有效替代高速生产线上的手工劳动 |
| 2 | 高精度 | 解决手动检查准确率低的问题 |
| 3 | 可靠性保证 | 设备运行比人工检查更可靠 |
| 4 | 生产数据管理 | 收集并分析生产数据,计算产品缺陷率 |
| 5 | 包装线信息管理 | 包装后工序的信息管理 |
这些优势不仅对检测本身有益,也凸显了先进自动化设备在未来智能工厂中的重要性。例如,为上层系统提供工业以太网接口,并为其他设备提供各种通信支持,从而实现未来的自动化和网络化升级。
检测内容
• 液位:检测灌装液位是否在要求的标准范围内。
• 适用场合:二片罐、三片罐、PET瓶、玻璃瓶等。
技术特点
1、非接触检测,速度快,精度高。
2.自动适应不同的生产线速度,动态进行检测。
3、不锈钢外壳,主机密封设计,防雾、防水,环境适应性强。
4. 空闲时自动阻断高频射线发射。
5、硬件电路,嵌入式操作系统,保证长期稳定运行。
6. 声音和视觉警报,自动剔除有缺陷的容器。
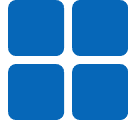
7.7英寸触摸屏,人机界面直观可靠,瓶型更换灵活。
8、大屏幕中文显示,采用LED背光液晶显示,清晰明亮,人机互动操作。
9、无同位素放射源,软射线设计,辐射防护安全可靠。
液位检测精度
| 检测项目 | 液位值 | 拒绝率 | 错误拒绝率 |
| 液位高 | +1毫米 | ≥99.9% | ≤0.3% |
| 液位低 | -1毫米 | ≥99.9% |
| 物品 | 规格 |
| 传送带线速度 | ≤8m/s(50mm罐径最大检测速度800罐/分钟) |
| 容器直径 | 20mm–100mm(设备选择根据容器材料而变化 密度和直径) |
| 动态容器解析 | ±2mm(泡沫和震动可能会影响检测精度) |
| 静态液位测量精度 | ≤5mm(水) |
| 8小时静态测量稳定性 | 0.15毫米(水) |
| 缺陷容器的拒收率 | ≥99%(检测速度1200个/分钟) |
| 温度误差 | ≤25mm(20°C时),0°C~40°C范围内 |
| 运营要求 | “罐头”和“无罐头”检测的最小时间宽度为10ms 传送带必须稳定(稳定性影响精度) |
| 姓名 | 数量 | 评论 |
| X射线真空管 | 1 件 | |
| X射线接收管 | 1 件 | |
| X射线高压电源 | 1个单位 | |
| 西门子控制器 | 1套 | 西门子PLC、触摸屏、模拟量模块等。 |
| 欧姆龙传感器 | 1套 | |
| 喷射器电磁阀 | 1 件 | |
| 顶出缸 | 1个单位 | |
| 开关电源 | 2个单位 | |
| 报警系统 | 1套 | |
| 激光对准器 | 1套 |